|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
鋼結構管桁架切割機 海工等離子切割機 圓管相貫線切割機
鋼結構行業,應該如何選擇相貫線切割機!
管道數控相貫線切割機就是用數字程序驅動機床運動,隨著機床的運動,隨機配帶的切割工具對管道進行切割。目前常用的是數控火焰相貫線切割機和數控等離子相貫線切割機。火焰切割應用場合主要限于碳鋼、大厚度板材切割,在中、薄碳鋼板材切割上逐漸會被等離子切割代替。采用精細等離子切割已使切割質量接近激光切割水平,目前隨著大功率等離子切割技術的成熟,切割厚度已超過100 mm,拓寬了數控等離子相貫線切割機切割范圍。
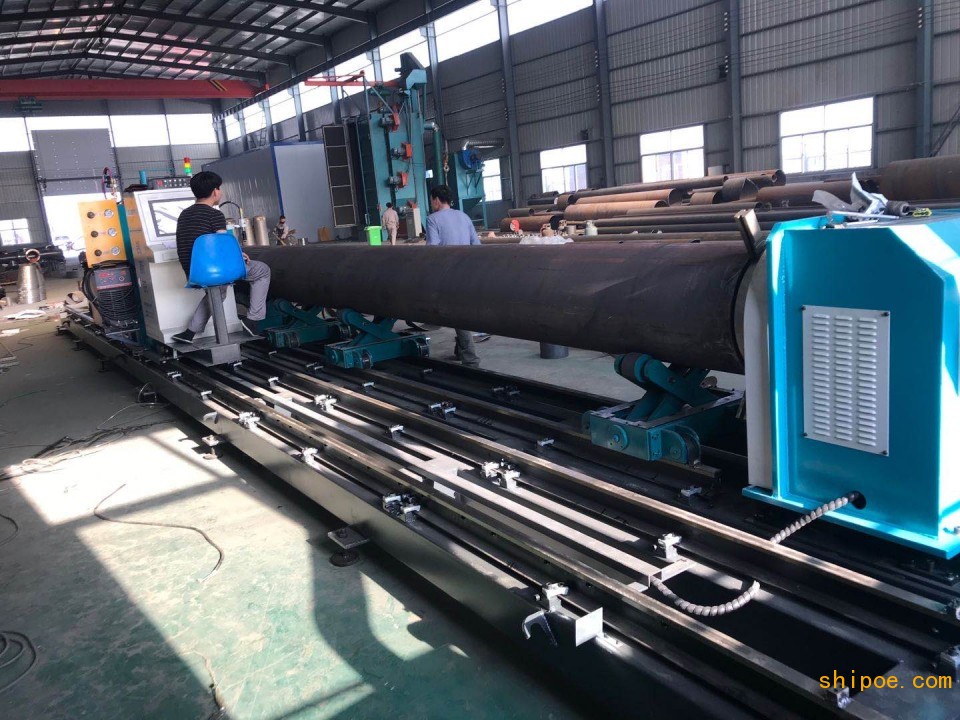
鋼結構行業圓管切割推薦使用機型(五軸相貫線切割機)
1、切割方式:
火焰切割具有大厚度碳鋼切割能力,切割費用較低;但存在切割變形大,切割精度不高,而且切割速度較低,切割預熱時間、穿孔時間長,較難適應全自動化操作的需要。它的應用場合主要限于碳鋼、大厚度板材切割,在中、薄碳鋼板材切割上逐漸會被等離子切割代替。
等離子切割具有切割領域寬,可切割所有金屬管材,切割速度快、效率高的特點,切割速度可達10 m/min以上。采用精細等離子切割已使切割質量接近激光切割水平,目前隨著大功率等離子切割技術的成熟,切割厚度已超過100mm,拓寬了數控等離子相貫線切割機切割范圍。
2 數據輸入與輸出:
設備采購回來并安裝就位后,首先由技術人員將隨設備附帶的操作程序安裝在電腦上,在進行生產前將相關數據輸人事先安裝好的操作程序,程序設定操作流程如下:選擇要切割的部件方式→選擇支管連接類型→選擇支管端頭切割方位→輸出數據→查看三維效果圖→填寫相關數據。
切割數據編制完成后,將輸出的數據用U盤拷貝至現場的切割設備,進行數控切割作業。每次導出數據為兩組,一組為主管切割數據,另一組為支管切割數據,在切割時分別選擇不同的切割程序就可以完成相關切割作業。本實驗采用等離子進行切割作業。
以材質為Q235B,Φ0219 mm x 6 mm的焊接鋼管為例,根據實驗記錄數據:采用手工方式進行一道馬鞍口的切割作業,從劃線、放樣到最后完成切割、修正,至少需要10 min以上的時間;而采用數控切割機切割同樣的一道口,編程時間為110 S,數據拷貝78 S,相貫線切割時間58 S,合計246 S,而且編程一次可以完成相同管件的連續切割作業。由此可以看出,采用管道數控切割設備大大地提高了切割效率。
采用數控切割機切割后的焊口尺寸精確,可以達到0.001 mm(國標一般要求0.1 mm,高出國標100倍)。切割的成品不但一次成形,而且成型美觀,不需打磨,省去了后續人工打磨程序的同時,也減小了誤差的產生。管道切割機,便攜式切割機,便攜式數控切割機,相貫線切割機,數控相貫線切割機
數控切割機設備操作非常簡便,只需技術人員將編好的切割數據拷貝至切割設備,由1名火焊工人就可完成后續的切割作業。
3 結語:
管道相貫線切割機具有切割范圍廣,切割速度快,工作效率高等特點。未來的發展在于設備移動的靈活性,減小設備的體積,增強其拆裝的便捷性,以適應各種環境和場地的施工作業。